Tecnología de detección de envejecimiento de micro-agrietas para vástagos de válvulas de globo en aplicaciones de energía nuclear
Resumen: Microgrietas en los tallos de Válvulas de globo Utilizados en plantas de energía nuclear a menudo son causados por materiales de vástago de calidad inferior, tratamiento térmico inadecuado, concentración de estrés, picaduras, corrosión intergranular y sobrecarga mecánica durante la operación de la válvula. Estas microgrietas pueden provocar fracturas en el vástago de la válvula, lo que representa graves riesgos para la operación segura de las unidades de energía nuclear. Teniendo en cuenta la alta carga de trabajo de mantenimiento y el hecho de que las válvulas de globo no se pueden reutilizar después del desmontaje y la inspección, este estudio presenta una tecnología especializada de detección de envejecimiento diseñada para identificar microgrietas en los vástagos de las válvulas de globo. El método propuesto permite una detección precisa de microgrietas ocultas en áreas críticas propensas a fracturas de los vástagos de las válvulas, reduciendo significativamente el tiempo de mantenimiento y mejorando la seguridad y confiabilidad operativas en
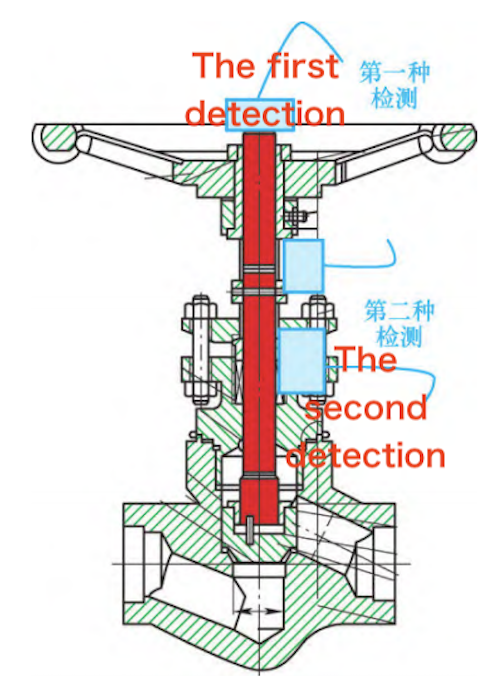
Las válvulas de globo son válvulas de sellado forzado que utilizan un par de torsión aplicado al vástago para presionar el disco de la válvula firmemente contra el asiento, lo que evita eficazmente el flujo de fluido. Este mecanismo permite que la válvula desempeñe sus funciones clave de control de flujo, cierre y regulación. El rendimiento de sellado de las válvulas de globo juega un papel fundamental para garantizar la seguridad y confiabilidad de las operaciones de la planta de energía nuclear. Sin embargo, las fracturas en el vástago de la válvula ocurren con frecuencia debido a factores como materiales inadecuados del vástago, tratamiento térmico inadecuado, concentración de tensión, picaduras en la superficie, corrosión intergranular y sobrecarga mecánica durante la operación de la válvula. Estas fracturas representan graves riesgos para el funcionamiento seguro de las unidades de energía nuclear. El vástago de la válvula, un componente crítico que conecta el núcleo de la válvula al mecanismo de funcionamiento, no solo controla la apertura y el cierre de la válvula, sino que también proporciona sellado para proteger contra la corrosión y el Una vez que se desarrollan grietas o defectos, el riesgo de fallo del vástago de la válvula aumenta significativamente, lo que puede comprometer la seguridad operativa de toda la central nuclear. Para prevenir futuros fallos y garantizar el funcionamiento seguro y estable de las instalaciones de energía nuclear, son esenciales inspecciones exhaustivas de tipos de válvulas de globo similares. La detección temprana de defectos y peligros potenciales es fundamental para la seguridad. El vástago de válvula analizado en este estudio se utiliza comúnmente en válvulas de globo manuales en todas las centrales nucleares. La figura 1 ilustra la estructura de la válvula, con el vástago - resaltado en rojo - fabricado en acero al carbono o precipitation-hardened acero inoxidable martensítico, este último reforzado por precipitación de fase secundaria dentro de la matriz martensítica. Los diámetros del vástago de la válvula oscilan entre 10 y 30 mm, mientras que los diámetros del volante varían entre 300 y 600 mm. El volante está roscado en el vástago de la válvula, y un dispositivo antirrotación asegura que el movimiento giratorio del vástago se convierta en elevación o descenso vertical, lo que permite un control preciso de la actuación de la válvula.

Figura 1. Estructura de válvula de globo manual utilizada en plantas de energía nuclear
A través de un análisis completo de las fracturas del vástago de la válvula en unidades de energía nuclear operativas, las causas primarias de falla del vástago se han identificado de la siguiente manera:
Propiedades mecánicas inadecuadas: Ciertos materiales del vástago de la válvula no cumplen con los requisitos de propiedad mecánica estándar, mostrando susceptibilidad a la fragilización por hidrógeno y mala calidad del acabado de la superficie, lo que aumenta el riesgo de iniciación de grietas bajo estrés operativo.
Tratamiento térmico inadecuado: El control inadecuado del proceso de tratamiento térmico provoca el engrosamiento de los límites del grano, lo que resulta en una disminución de la plasticidad y la resistencia a la corrosión, aumentando así la susceptibilidad a la corrosión intergranular.
Alta concentración de estrés en ranuras mecanizadas: la transición nítida en ángulo recto en la ranura de corte posterior del vástago de la válvula crea una concentración de estrés significativa, lo que aumenta en gran medida el riesgo de iniciación y propagación de grietas.
Corrosión inducida por agua de mar: La exposición al agua de mar causa picaduras y corrosión intergranular en el vástago de la válvula, acelerando significativamente la degradación del material y aumentando el riesgo de fallas.
Estos factores, individualmente o combinados, contribuyen al desarrollo de micro-grietas dentro del vástago de la válvula, que se propagan gradualmente bajo tensiones externas y eventualmente causan una fractura completa. La mayoría de las fracturas ocurren en la raíz del vástago de la válvula, ubicada dentro del cuerpo de la válvula y oculta de la inspección visual; por lo tanto, se requiere el desmontaje de la válvula durante cada ciclo de mantenimiento para detectar tales fracturas, como se muestra en la Figura 2.


Material | |||||
Acero inoxidable | 16 | 230 | Defectos artificiales añadidos | ||
2' | Acero inoxidable | 16 | 230 | Sin defectos | |
3' | Acero inoxidable | 21 | 235 | 90 |
|
4' | Acero inoxidable | 13 | 210 | 70 |
|
5' | Acero inoxidable | 13 | 150 | 70 |
|
6' | Acero al carbono | 13 | 200 | No hay defectos visibles | Sin corrosión ni agujeros |
7' | Acero al carbono | 13 | 200 | 150 | Defectos de corrosión presentes |

Figura 5. Comparación de los resultados de las pruebas de envejecimiento
A) Resultados de la prueba de envejecimiento del vástago de válvula defectuoso (muestra 1 ') b
Adicionalmente, la detección del envejecimiento se realizó en otras muestras de vástago de válvula, con los resultados de detección de defectos resumidos en la Tabla 2.
Muestra y ubicación | Resultado (véase la figura) | Resumen de la evaluación |
3 '(cerca del extremo de la rosca) | Figura 6 | Señal clara, y detecta con precisión defectos reales |
3 '(extremo lejano del hilo) | Figura 7 | Energía de la detección suficiente, y fregadero del hierro claramente visible |
4 '(extremo lejano del hilo) | Figura 8 | Alta claridad de la detección, y defecto identificado fácilmente |
5 '(cerca del extremo de rosca) | Figura 9 | Señal clara, se alinea con las condiciones reales del defecto |
6 '(sin defectos) | Figura 10 | Interfaz limpia de la detección; ningunas señales falsas |
7 '(defecto de corrosión) | Figura 11 | Fregadero de hierro muestra claramente, pero la grieta y la corrosión no son distinguibles. |

Figuras 6-8: Exploraciones ultrasónicas de muestras de vástago de válvula
Figura 6: Muestra 3 '(cerca del extremo del hilo)-Defecto claramente detectado
Figura 7: Muestra 3 '(extremo de rosca lejano)
Figura 8: Muestra 4 '(extremo de rosca lejano)

Figuras 9-11: Escaneos ultrasónicos de muestras de vástago de válvula
Figura 9: Muestra 5 '(cerca del extremo de la rosca)
Figura 10: Muestra 6 '(sin defectos)-No se detectaron anomalías
Figura 11: Muestra 7 '(defecto de corrosión)-Depósitos de hierro visibles; tipo de defecto poco claro
Rendimiento de detección confiable:
Los resultados de la detección del envejecimiento corresponden exactamente a las condiciones conocidas de cada vástago de válvula, identificando eficazmente los defectos de microcrack con señales ultrasónicas claras y estables.
Eficiencia de detección por ubicación:
La sensibilidad de detección de defectos es mayor cerca del extremo del hilo en comparación con el extremo lejano, lo que indica que longitudes de vástago más cortas o una mayor proximidad a la sonda mejoran la precisión de la detección.
Limitación de identificación de defectos:
Si bien este método detecta de manera confiable la presencia de defectos, no puede diferenciar entre los tipos de defectos, como las microgrietas y los agujeros de corrosión, lo que requiere técnicas de diagnóstico adicionales para una clasificación precisa.

BALTIC VALVE CO., LTD suministra válvulas industriales de calidad superior que cubren válvulas de bola, válvulas de globo, válvulas de compuerta, válvulas de retención, válvulas de tapón, válvulas de mariposa, válvulas marinas, válvulas de acero de forja, filtro, etc.



Válvulas de bola DBB disponibles en stock de taller
Jun 30, 2026
Traiga su válvula exigente y nuestros expertos en válvulas le ofrecerán la resolución de válvula correspondiente.
Baltic Valve Co., Ltd.
Añadir: Parque de válvulas baltic, Siming, Xiamen, China.
Teléfono: +86 592 8266 140
Fax: +86 592 8266 440
Correo: [email protected]
Sitio web: https://www.baltic-valve.com/es/
Derechos de autor © 2017- 2026 Baltic Valve Co., Ltd. Todos los derechos reservados. Política de privacidad | Términos de servicio
Website Design & Support: jeawin.com