Optimización de fundición para válvulas de globo de bronce de aluminio marino
Al | Minnesota | Cu | ||||
390 | 150 | 20 | 85 | |||
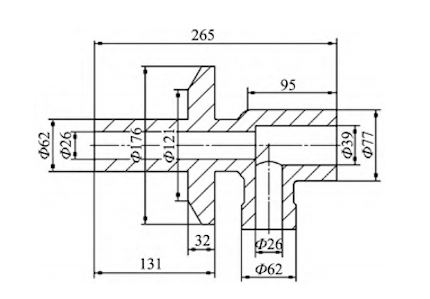
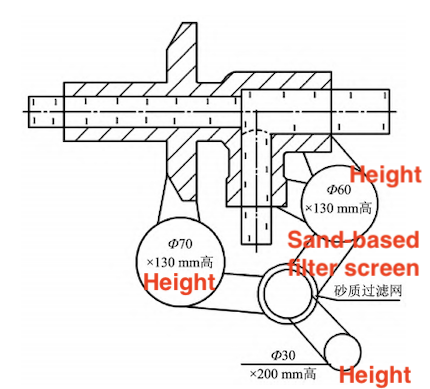
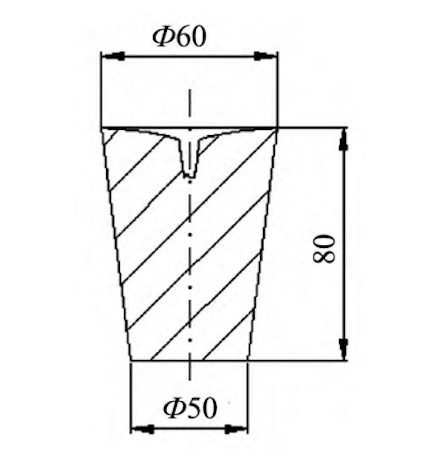
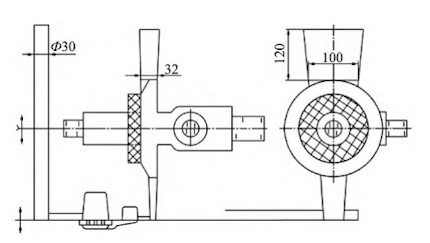
Figura 4 El proceso de fundición para el primer plan de mejora del proceso
A través de prueba y error continuo, colocar un elevador cuadrado sobre la brida eliminó efectivamente las inclusiones de oxidación en la brida. Sin embargo, las inclusiones en otras áreas persistieron, lo que contribuyó a las fugas durante las pruebas de presión de la bomba. Minimizar este problema es un enfoque clave para futuras mejoras.
En mejoras posteriores, se implementaron las siguientes medidas:
- Además de retener el elevador por encima de la brida, se añadió un elevador de 60 mm × 28 mm × 168 mm en la parte superior del cilindro en forma de T para ayudar a eliminar las inclusiones de oxidación.
- Se introdujo una entrada de vertido inferior debajo del cilindro en forma de T, alineada con el nuevo elevador, para estabilizar el flujo de líquido de aleación.
- El enfriador de grafito de círculo completo en la brida se reemplazó con una configuración de medio círculo (16mm de espesor) colocada en el molde inferior.
- El corredor recto se mantuvo a 30mm, y el corredor transversal se dimensionó a 30 mm x 24 m. El filtro de arena original se reemplazó por un filtro cerámico de espuma (PTW-T-15PPI), dimensionado a 75 mm x 50mm, para mejorar la eliminación de las inclusiones de oxidación secundaria. El área de la sección transversal del canal transversal en ambos lados del filtro cerámico de espuma se incrementó en 2, 5-3 veces para mejorar la permeabilidad.
- El contenido de gas del líquido de la aleación se controló durante el proceso de fundición.
A medida que se estabilizó la calidad de la fundición, se comparó el contenido de gas de vacío del líquido de aleación con las muestras de prueba de presión atmosférica. Esto llevó a la decisión de medir solo el contenido de gas a presión atmosférica en futuras pruebas, evitando las mediciones de vacío. Antes de la colada, el líquido de aleación se vertió en un molde de muestra y se observó después de la solidificación. Una superficie superior ligeramente cóncava (Figura 6) indicó un bajo contenido de gas. Si la superficie era plana o convexa, indicaba un alto contenido de gas, requiriendo desgasificación con un agente de refinado o inyección de argón hasta que la superficie se volvía cóncava.

Figura 5 Dibujo del proceso de fundición de la solución final exitosa

Figura 6 Dibujo de detección de ment de muestra de presión atmosférica
La colada del cuerpo de la válvula de globo pesaba 9 kg, y el peso total de vertido fue de 19,5 kg, produciendo un rendimiento del proceso del 46%. En el tercer lote de producción, uno de los seis productos logró 3,8 MPa bajo presión de la bomba, ligeramente por debajo del requisito de 4,0 MPa, mientras que los otros cinco superaron 6,0 MPa, cumpliendo y superando las especificaciones técnicas. Las piezas fundidas de este lote cumplían todos los requisitos técnicos.
- El bronce de aluminio ofrece una excelente resistencia a la corrosión en agua de mar y una microestructura densa; sin embargo, es propenso a inclusiones de oxidación que son difíciles de eliminar. Estas inclusiones pueden permanecer en la fundición, creando vías de fuga durante las pruebas de presión de agua. Como resultado, la fundición de cuerpos de válvula de bronce de aluminio es más desafiante que la fundición de bronce de estaño o latón de silicio.
- En la cavidad del molde de los cuerpos de válvula de bronce de aluminio, el líquido de aleación a menudo tiene dificultad para elevarse uniformemente. Para abordar esto, se debe utilizar un sistema de vertido inferior, inicialmente cerrado y luego abierto, para minimizar la turbulencia y evitar las inclusiones de oxidación, reduciendo el riesgo de fugas durante el proceso de fundición.
- El bronce de aluminio ZCuAl9Mn2 tiene una alta afinidad para el aire absorbente, dando por resultado a menudo en la porosidad del gas durante el proceso de la fundición. Esto contribuye significativamente a fugas bajo presión de la bomba. Controlar el contenido de gas durante la fundición es esencial. Observar el patrón de solidificación de la superficie del líquido de la aleación en el molde de muestra antes del vertido ayuda a evaluar el contenido de gas.

BALTIC VALVE CO., LTD suministra válvulas industriales de calidad superior que cubren válvulas de bola, válvulas de globo, válvulas de compuerta, válvulas de retención, válvulas de tapón, válvulas de mariposa, válvulas marinas, válvulas de acero de forja, filtro, etc.



Válvulas de bola DBB disponibles en stock de taller
Jun 30, 2026
Traiga su válvula exigente y nuestros expertos en válvulas le ofrecerán la resolución de válvula correspondiente.
Baltic Valve Co., Ltd.
Añadir: Parque de válvulas baltic, Siming, Xiamen, China.
Teléfono: +86 592 8266 140
Fax: +86 592 8266 440
Correo: [email protected]
Sitio web: https://www.baltic-valve.com/es/
Derechos de autor © 2017- 2026 Baltic Valve Co., Ltd. Todos los derechos reservados. Política de privacidad | Términos de servicio
Website Design & Support: jeawin.com